Ce site n'est pas supporté par votre navigateur actuel.
Veuillez utiliser un des navigateurs si dessous.



Memthane
Veolia aide les collectivités et l’industrie à assurer la fiabilité de l’énergie et de l’eau, à répondre aux exigences réglementaires et à protéger la santé publique, tout en protégeant nos ressources naturelles. Nous introduisons des sources d’énergie renouvelables et des carburants alternatifs dans le mix énergétique là où c’est viable.
Fichiers
Product Description
Le Memthane de Veolia: une solution de pointe
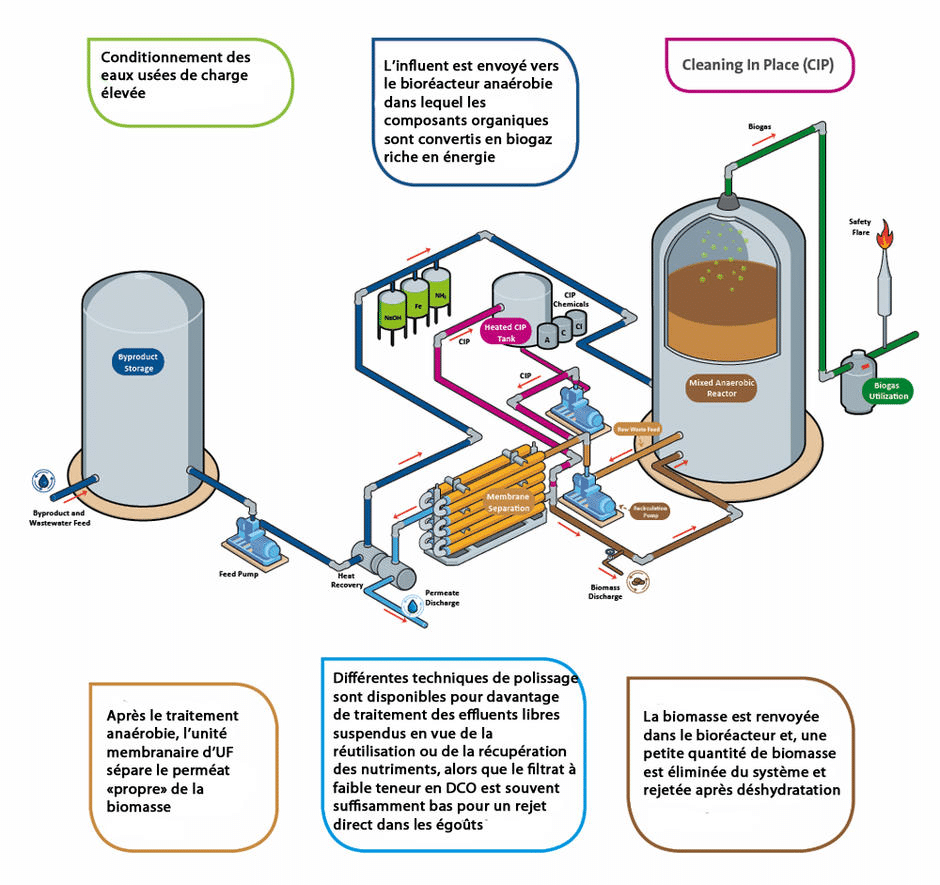
Memthane® est un bioréacteur à membrane anaérobie (AnMBR) qui maximise la production d’énergie renouvelable tout en produisant un effluent de qualité exceptionnelle pouvant être réutilisé ou rejeté directement dans les égouts.
La nouvelle technologie de pointe développée par Biothane, filiale de Veolia Water Technologies, est une solution unique et compacte offrant de nombreux avantages, qui réduit les coûts d’élimination tout en générant un biogaz précieux.
Remplacement des combustibles fossiles par la production de biogaz à partir du traitement des eaux usées.
Économique et facile à utiliser
Outre ses avantages en termes de performances, Memthane® offre une réduction significative des coûts d’exploitation totaux par rapport aux technologies conventionnelles, en tenant compte de tous les éléments, y compris les membranes, les produits chimiques, l’évacuation des boues et les économies d’énergie globales. Le système de réacteur simple, unique et entièrement automatisé peut être contrôlé à distance.
Durable et rentable
Memthane® ouvre la voie au traitement des flux hautement résistants et très solides rencontrés dans des industries telles que les distilleries, les laiteries, les usines de production de bioéthanol, les installations de production de café instantané, etc…
L’effluent libre en suspension facilite également la récupération des nutriments pour la production d’engrais et le recyclage de l’eau vers l’usine.
Le précieux biogaz produit, riche en méthane, peut couvrir une part importante de la demande en énergie et en chaleur du site de production, pouvant aller jusqu’à 100% dans les distilleries, par exemple.
En raison de son avantageux investissement et de la robustesse de son fonctionnement, les clients choisissent de plus en plus Memthane® comme solution de traitement des eaux usées.
Memthane® traite les effluents à haute résistance précédemment considérés comme non traitables.
Memthane®, la solution idéale pour :
- Les flux à forte concentration
- DCO 15 000 ~ 250 000 ppm tels que le lactosérum de laiterie
- Installations d’éthanol
- Flux de type vinasse : Pot Ale, eau de lavage, résidus de distillerie et vinasse
- Huiles et graisses (FOG) contenant de la vinasse
- Crème glacée et biodiesel
- Boues d’amidon
- Applications chimiques à teneur élevée en DCO
2 technologies éprouvées :
- Traitement biologique anaérobie + Séparation membranaire = 1 solution innovante
- Optimise l’élimination de la DCO + TSS,
- Supprime les coûts de traitement
- Génère du biogaz riche en méthane
Caractéristiques et avantages
- Réduit les coûts
- Superbe qualité d’effluent
- Maximise l’énergie verte du biogaz
- Robuste et facile à utiliser
- Récupération facile des nutriments pour la réutilisation
- Réduit l’empreinte carbone
- Expérience avérée
- Evite le récurage du biogaz
- Sans odeur
Un procédé éprouvé
Pour plus d’informations, visitez le site Web de Veolia!